
Тхеаутомобилски апарат за заваривањеје исто као и опште средство за заваривање.Његова основна структура се такође састоји од делова за позиционирање, стезних делова и стезних тела.Принцип рада позиционирања и стезања је такође исти.Међутим, због специфичности облика саме конструкције за заваривање аутомобила, њена стезаљка за заваривање има следеће карактеристике.
1. Компонента за монтажу и заваривање аутомобила је просторна површинска структура сложеног облика, а већина њих је састављена од делова за штанцање танких плоча (нарочито каросерије), која има малу крутост и лако се деформише.Приликом заваривања мора бити позициониран према свом облику, тако да компоненте позиционирања Распоред такође има карактеристике просторне локације.Елемент за позиционирање је генерално компонента за позиционирање састављена од неколико делова.
2. Постоји много прозора, отвора и рупа у аутомобилским компонентама, тако да се ови делови често бирају као комбинована површина за позиционирање
3. Производна серија аутомобила је велика, а степен децентрализоване монтаже је висок.Да би се обезбедила заменљивост, потребно је да се обезбеди конзистентност склопа и референци за позиционирање истог склопа компоненти, делова и склопа, и да се што ближе поклапају са референцом дизајна (просторна координатна мрежа мреже).
4. Због високе производне ефикасности аутомобила, често се користе брзе стезаљке као што су ручне стезаљке за шарке, пнеуматске стеге и пнеуматске стеге за полугу.
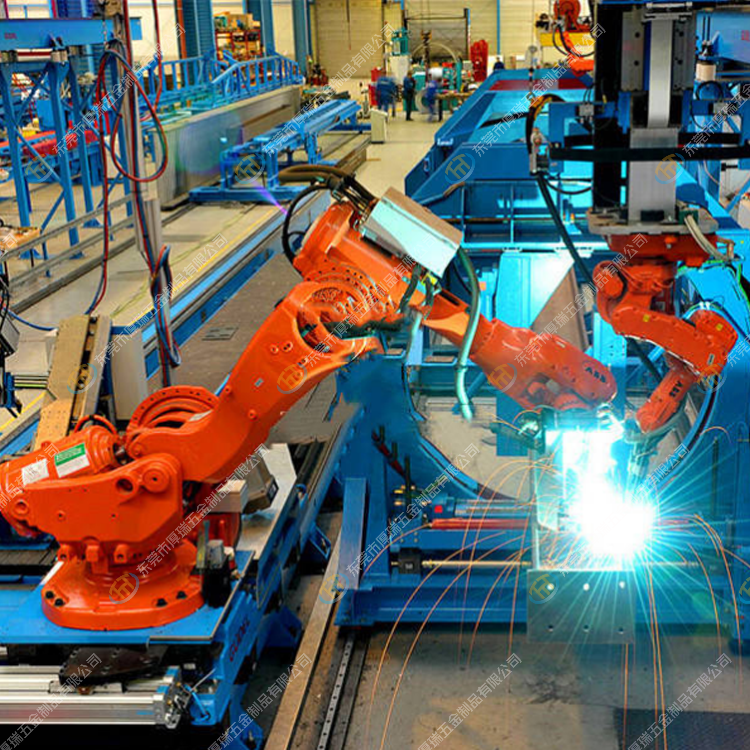
5. Уређаји за монтажу и заваривање аутомобила су углавном специјални уређаји, а пратећи уређаји одговарају механизованим и високо аутоматизованим линијама за монтажу и заваривање аутомобила.
6. Заваривање каросерије аутомобила углавном усваја отпорно тачкасто заваривање и заваривање заштићено ЦО2 гасом.Уређај за заваривање треба да буде компатибилан са методом заваривања како би се обезбедила приступачност заваривања и отвореност уређаја.
За неке спољне панеле каросерије са захтевима за изглед, површина за тачкасто заваривање не сме да има удубљења.Приликом пројектовања структуре производа треба узети у обзир да се заваривање заврши на фиксној машини за тачкасто заваривање.Потребна површина треба да буде у контакту са доњом равнином електроде, или је усвојено једнострано двотачкасто заваривање.Неки модели чак користе лепак за порубљивање уместо тачкастог заваривања на порубној структури врата, поклопца мотора и поклопца пртљажника како би се побољшао квалитет изгледа и отпорност производа на корозију.
Време поста: Јун-02-2023

.png)
.png)